全国统一客服热线:020-37684431
橱柜衣柜设计软件
首页
产品介绍
不锈钢拆单软件
效果图设计软件
前后端一体化
CRM订单系统
MES管理系统
代理招募
VR全景图
宏光大学
图文课程
视频课程
常见问题
新闻资讯
资讯报道
成功案例
设计软件下载
关于我们
账号管理
当前位置:
首页
>
宏光大学
>
图文课程
>
开料软件图文
>
如何在NC代码中检查槽位深度和刀号
添加时间:2021-04-22 16:26:47 浏览:
知识点掌握:
掌握如何在NC代码中检查槽位的深度。
掌握如何在NC代码中检查使用了几号刀进行加工。
检查槽位操作步骤如下:
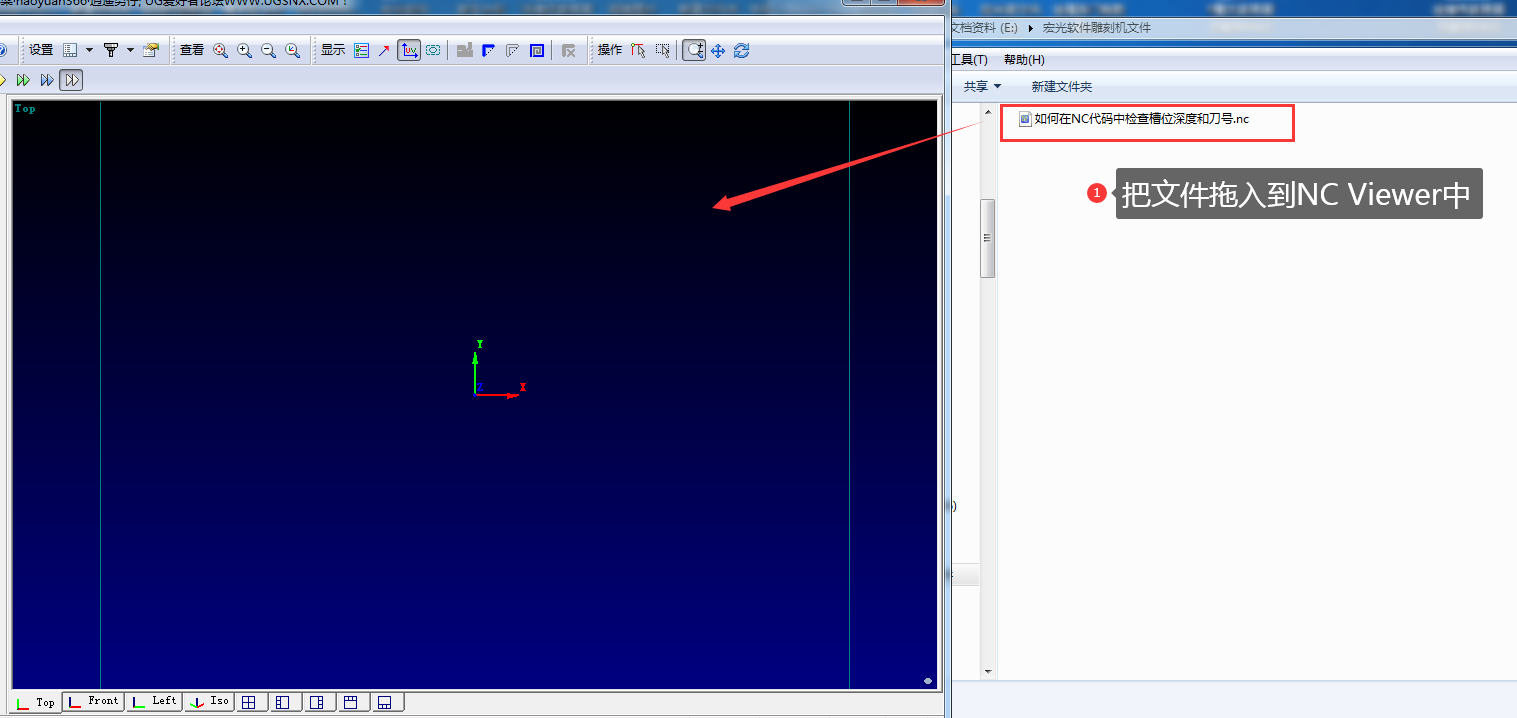
第1步:打开NcViewer.exe软件。
本例子中讲解的NC文件可以点击下面链接下载:
http://files-library.oss-cn-shenzhen.aliyuncs.com/Download/OtherPackage/Sample/如何在NC代码中检查槽位深度和刀号.nc
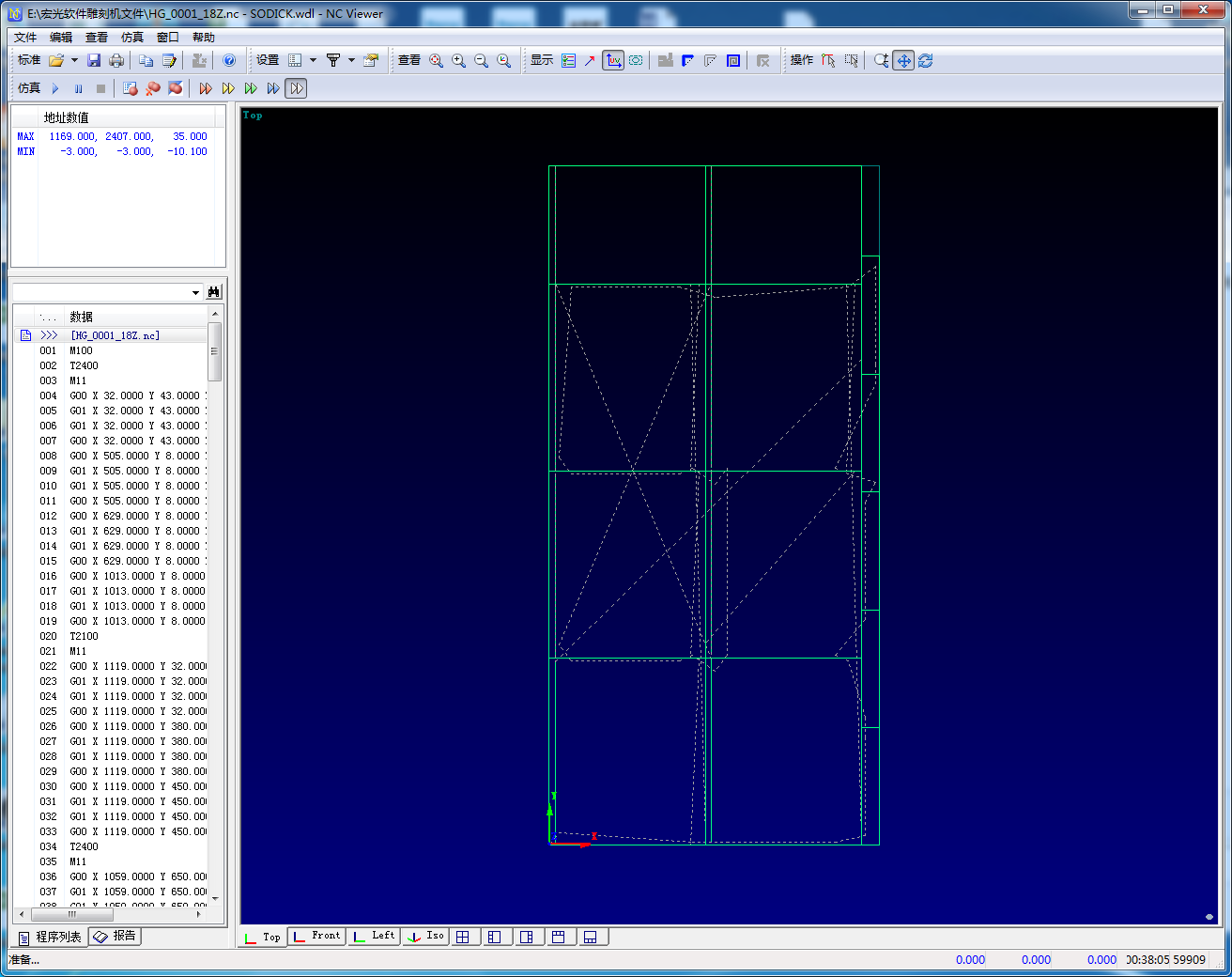
本例中NC文件排样图如下图所示,我们以最排样图左上角(即第10块小板)进行讲解,板材厚度为18mm。
打开NC文件后,如下图所示:
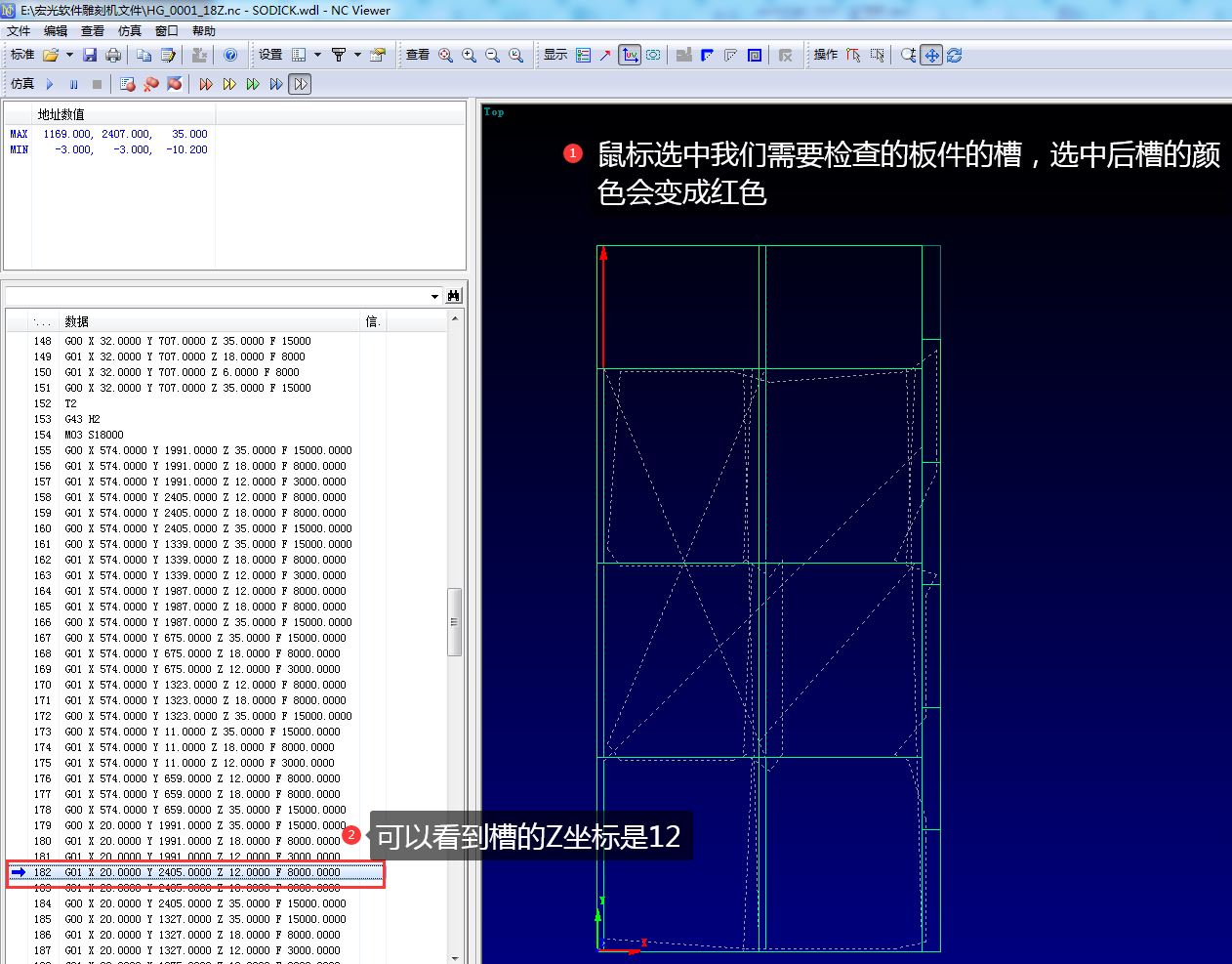
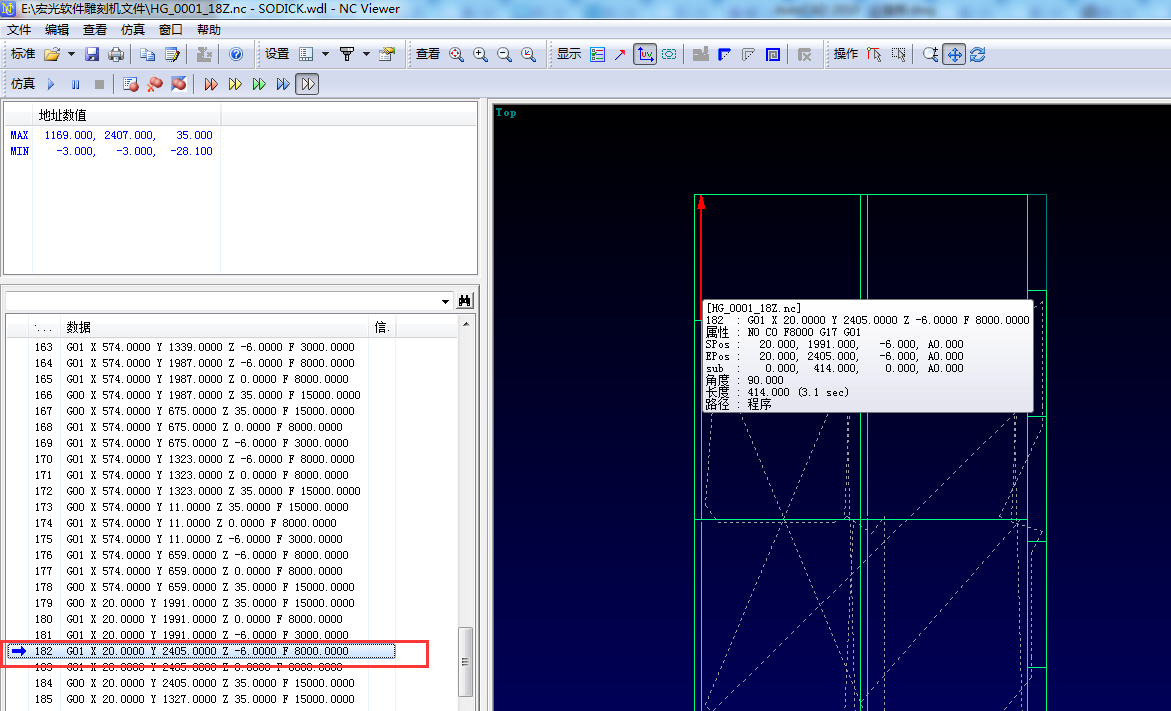
第2步:鼠标点中我们需要检查的板(第10块小板)的槽,如下图红色线条。软件会自动跳到槽位对应的加工代码行,并在代码前面显示一个蓝色的箭头,如下图,通过代码,可以看到Z坐标是12。
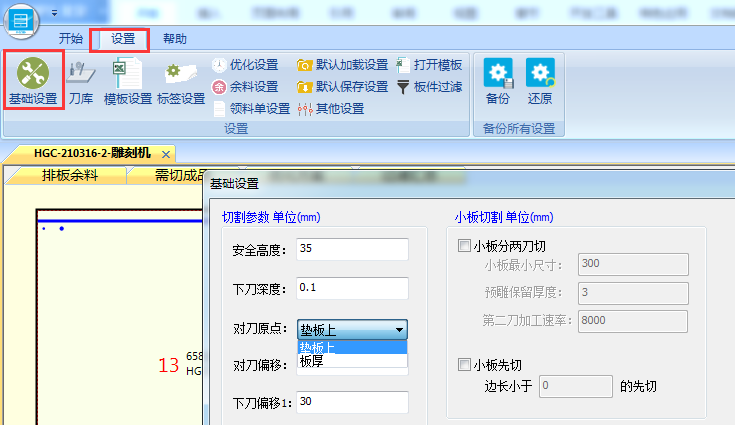
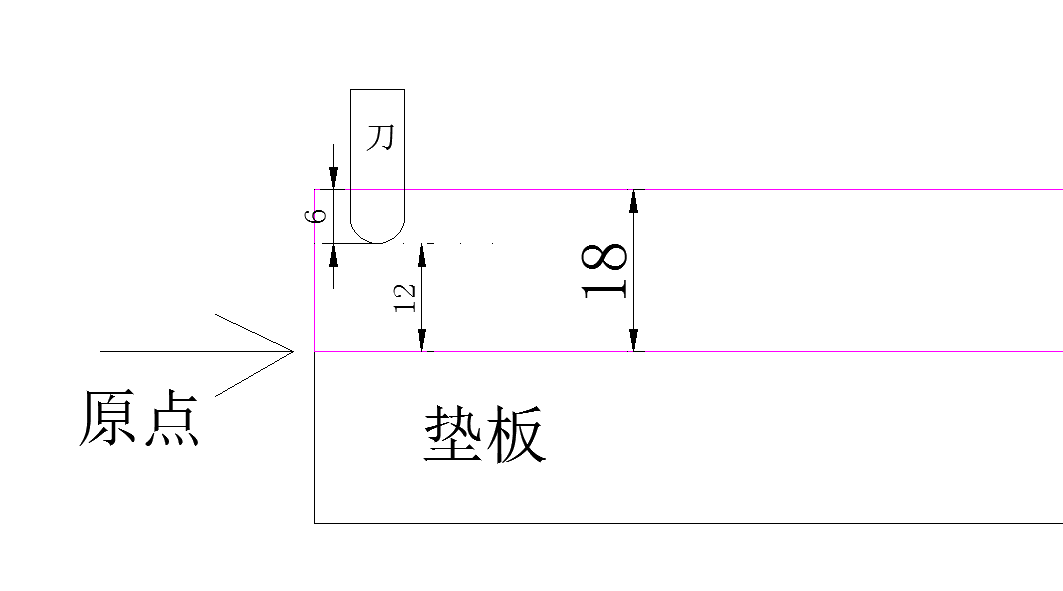
第3步:打开雕刻机软件,点击【设置-基础设置】,在弹出的界面中,确认“对刀原点”的位置。本例中中对刀原点是在【垫板上】。
结合NC代码中槽的Z坐标是12,可以得出实际板件加工出来后,槽的深度是18-12=6,如下图所示。
注意:如果板厚是25,槽的Z坐标是12,则板件加工出来后槽是深度就是25-12=13。
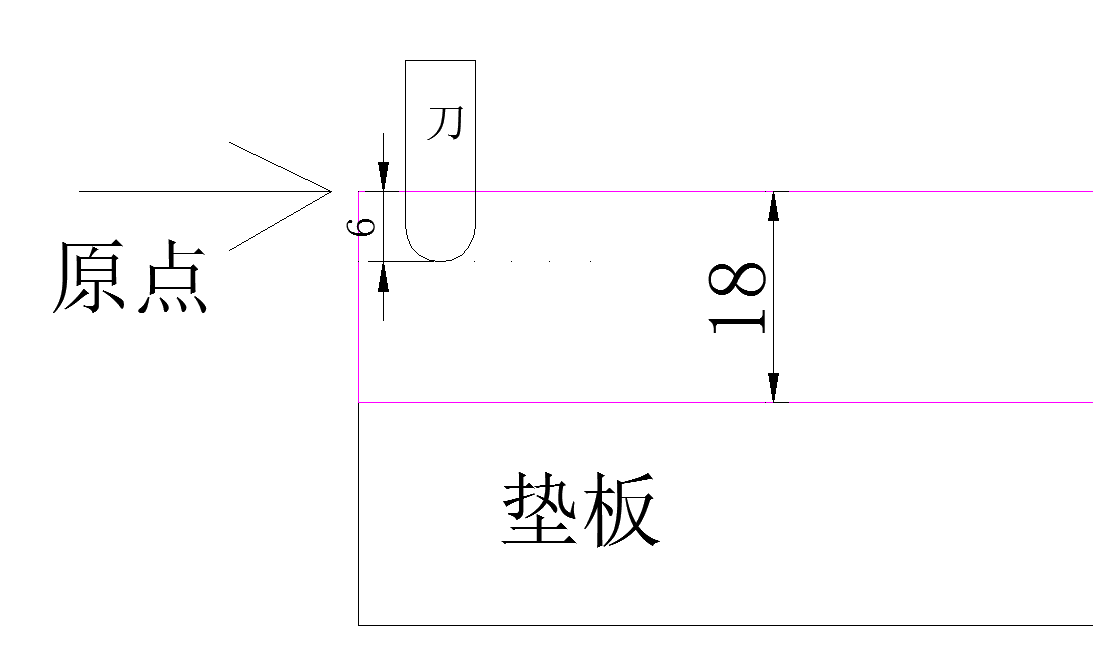
如果对刀原点是【板厚】,重新导出NC之后,可以看到槽的Z坐标是-6。因此实际板件加工出来后,槽的深度是6。
总结:
当【对刀原点】是【垫板上】,则槽的深度计算公式是:板厚-槽的Z坐标;
当【对刀原点】是【板厚】,则槽的深度是:槽的Z坐标。
检查刀号操作步骤如下:
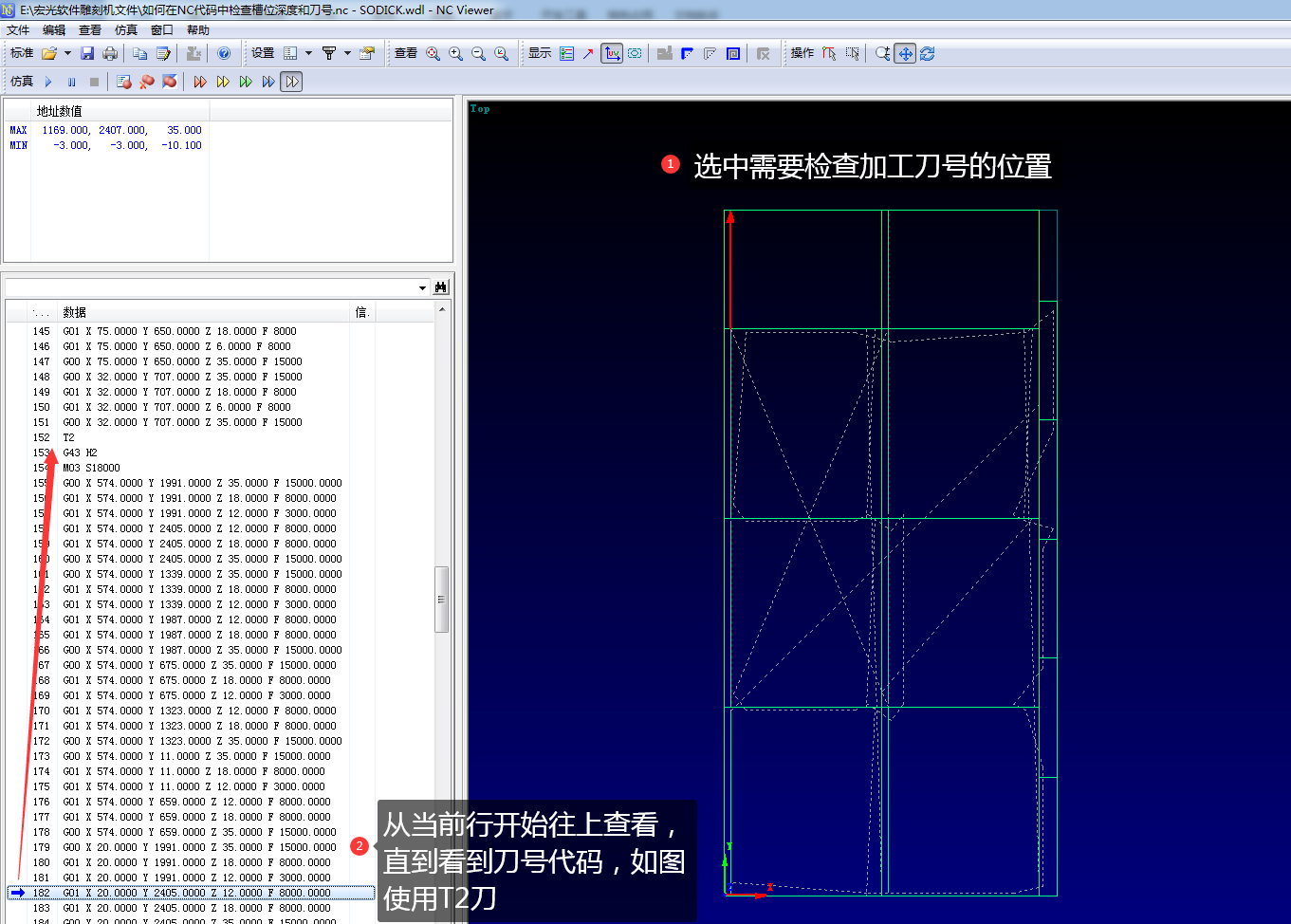
第1步:鼠标选中需要检查加工刀号的位置,软件会自动跳到加工位置的代码行,从当前行开始往上查看,直到代码中出现刀号的信息。如下图所示,开槽使用了T2刀进行加工。
温馨提示:
1、如有其他问题,可联系人工客服处理或致电020-87384993,感谢您对宏光的支持。
友情链接:
亚太家居网
慧亚家居热线
中华橱柜
产品与报价
在线咨询
销售咨询
微信